


Food packaging plays a vital role in ensuring the safety and quality of the food we consume. To maintain high standards and prevent foodborne illnesses, the food packaging industry follows a set of regulations known as Current Good Manufacturing Practices (cGMP). In this article, we will delve into cGMP and explore its impact on preventing foodborne illness. We will also take an inside look at how cGMP is implemented on a food factory line, the role of food filling equipment in ensuring compliance, and discuss the future of cGMP in food packaging for strengthening food safety.
This article is one in our series on cGMP.

A Closer Look at Current Good Manufacturing Practices (cGMP)
Current Good Manufacturing Practices (cGMP) are a set of regulations and guidelines established by regulatory authorities, such as the Food and Drug Administration (FDA). These practices ensure that food packaging companies adhere to strict standards in terms of safety, quality, and consistency. By following cGMP, companies can maintain high standards throughout the entire food production process.
The Impact of cGMP on Preventing Foodborne Illness
Foodborne illnesses pose significant risks to public health. Implementing cGMP is crucial in preventing such illnesses. By adhering to cGMP regulations, food packaging companies can identify and mitigate potential risks, implement proper sanitation practices, and maintain traceability of ingredients. These measures minimize the likelihood of contamination and reduce the risk of foodborne illnesses, ensuring consumer safety.
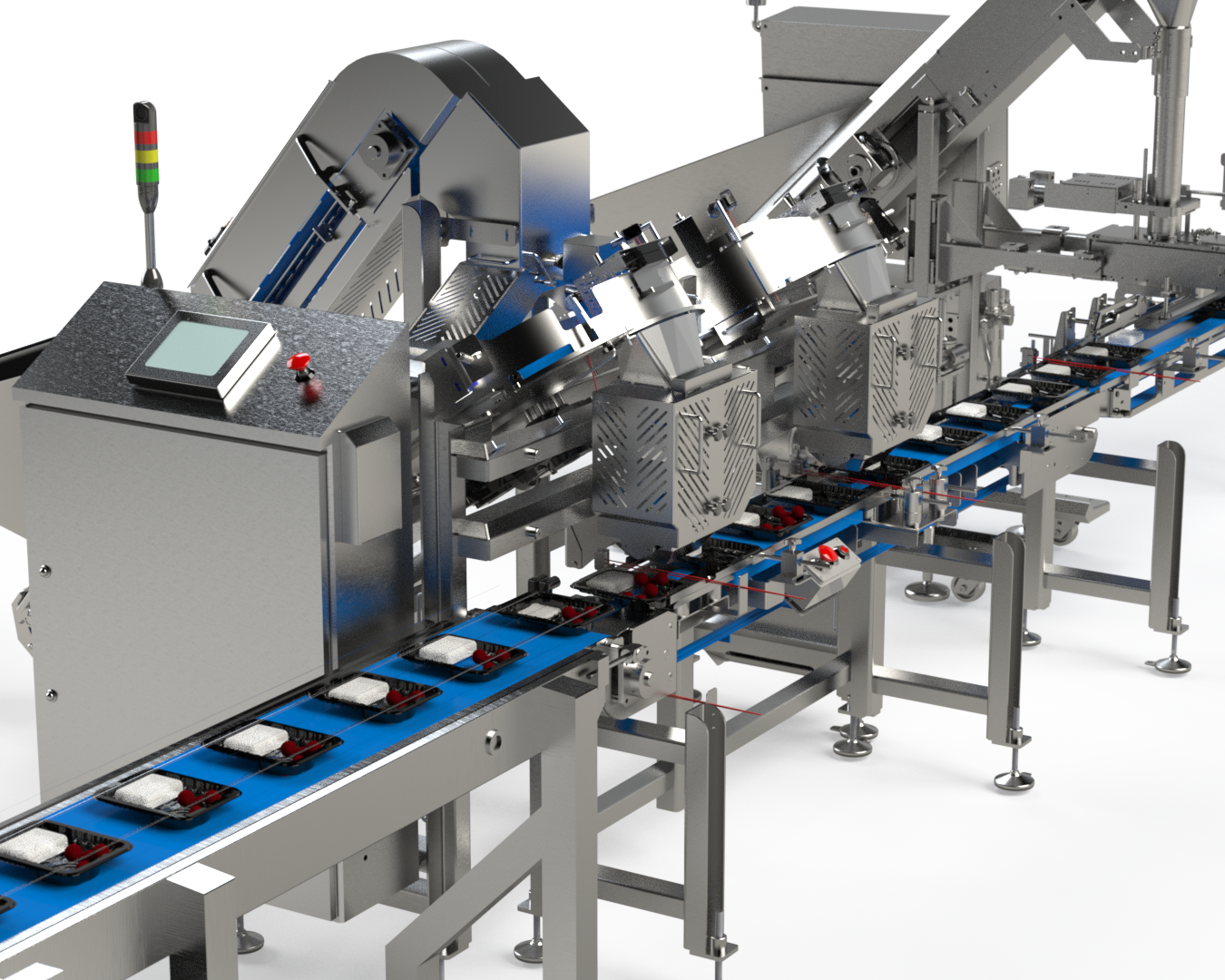
cGMP in Action: An Inside Look at a Food Factory Line
Understanding how cGMP is implemented on a food factory line provides insight into its practical application. Each step of the production process follows cGMP guidelines, including the proper handling of raw materials, maintaining hygienic conditions, and implementing quality control measures. Regular inspections and audits ensure that cGMP standards are consistently met, guaranteeing the production of safe and high-quality food products.
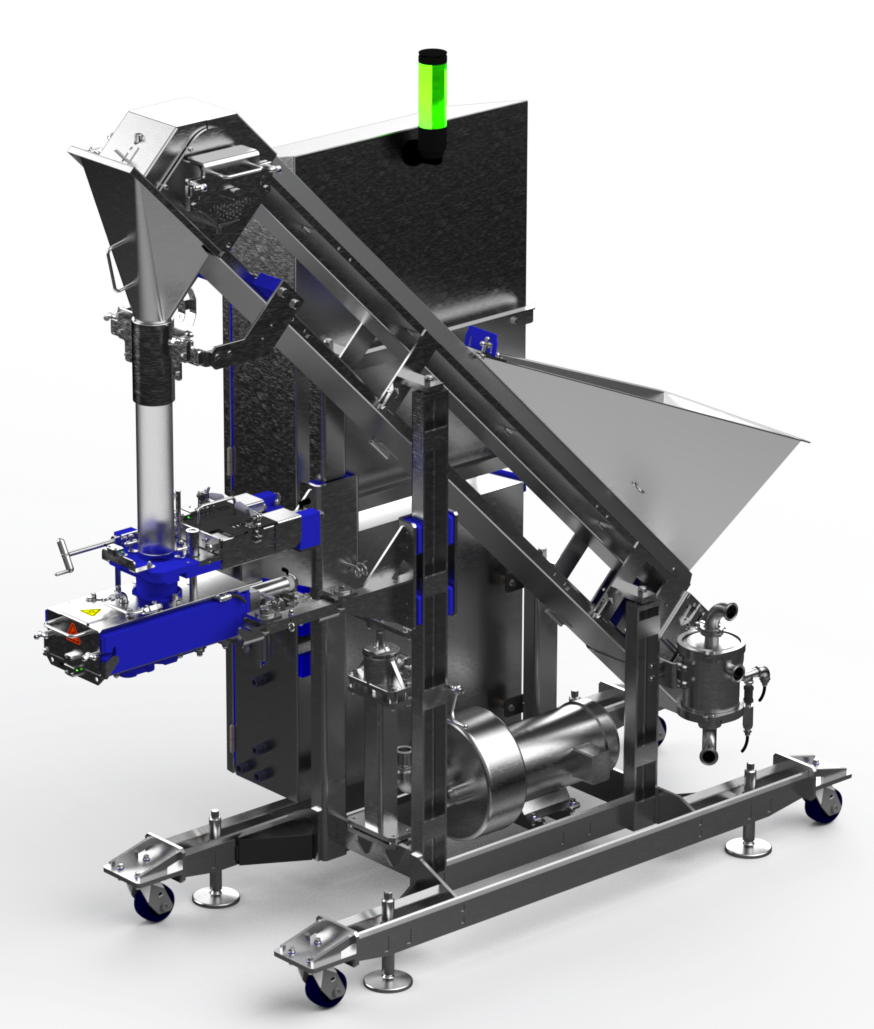
The Role of Food Filling Equipment in Implementing cGMP
Food filling equipment plays a crucial role in implementing cGMP in food packaging. These specialized machines adhere to strict hygiene and safety standards. They ensure accurate and efficient filling of food products while minimizing the risk of contamination. Constructed with easy-to-clean and sanitize materials, food filling equipment prevents cross-contamination and maintains product integrity. By utilizing such equipment, food packaging companies can meet cGMP requirements and ensure the safety of their products.
Strengthening Food Safety: The Future of cGMP in Food Packaging
The future of cGMP in food packaging aims to further strengthen food safety through technological advancements, increased automation, and more stringent regulations. Advanced monitoring systems, improved traceability, and enhanced training programs for personnel are part of this future. By embracing these advancements and continuously improving cGMP practices, the industry can proactively address emerging risks and ensure the highest level of food safety for consumers.
In conclusion, cGMP plays a crucial role in ensuring food safety in the packaging industry. Adhering to cGMP regulations and implementing proper practices helps prevent foodborne illnesses, maintain product quality, and protect consumer health. The use of food filling equipment that meets cGMP standards further enhances safety measures. As the industry evolves, the future of cGMP holds promise for even greater advancements in food safety, benefiting both businesses and consumers alike.
If you are in the food packaging industry and want to learn more about how Multi-Fill can help you achieve cGMP compliance, we invite you to
contact us. Our team of experts is well-versed in cGMP requirements and can provide you with the information and solutions you need to enhance your food safety practices. Reach out to Multi-Fill today to take the next step in strengthening your food packaging processes and ensuring the safety of your products.
This is the second in a series of articles on cGMP. Read the others here:
Delving into cGMP: Its Crucial Role in Food Packaging and Safety
Harmonizing cGMP, HACCP, and HARPC in Food Line Safety
Designing a food filling line: Product is king









9620 S. Hawley Park Road
West Jordan, UT, 84081
USA
Tel: +1 (801) 280-1570
Fax: +1 (801) 280-4341
Stay in Touch
Product news, tips, subscribe to our newsletter:
Contact Us

